こんにちは
ウレタンの高強度シリコンについて
yeでS40・360というのがあります。(RTV-40ではありません。)
日本の高強度でも普通では100回前後の複製、製品品質を維持できるのが信越ke-1417で65回前後です。
ちなみにダウシリコンの3498と8000の混合でも製品品質を維持できるのが60回前後です。
ye360は合計60回ほど複製が可能です。まだ貴社には送っていませんが2kgほどあります。(2012・1・23)
このシリコンは一般顧客が使用が難しくタルク(粉で)複製面に筆で塗りそのあとに増粘剤になったような粉を拭き取りながら複製しますので大変手間がかかります。
慣れないとレジンが凹凸になり廃棄になります。また使用が初めにオイルが多いので複製品が凹凸になるので難しい。
また日本では筆で液体の離型剤をつけて3回に一度塗るだけですので複製が簡単です。またye360エポキシなどには複製ができません。
以下モニターからのメールになります。
下記の方は造形イベント家で縮合のシリコンでレジンキャスト(2液性プラスチックウレタン)の複製を専門にしています。
初回に購入していただきましたが、クレームのメールが来てモニターになっていただきました。
yjの初回から複製テストをしています。
複製の方法は遠心方法、真空脱泡で製作をしています。
赤い文字は当方の説明です。
2006/12/21
以前ガレージキットの複製用としてS40/360を10kg買わせて頂きました。
購入前にPROSiliconeS40/36の性能をお聞きした時このようなご返事をいただきました。
------------------------------------------------------------------------
一般に、ウレタン樹脂のためのシリコーンゴムのショット数は約200回から約250回です。
ショット数はそれぞれの方法、および樹脂の異なった材料によって影響を及ぼされます。
(いくつかの樹脂が多くの熱を伴います。)
プロシリコンでは平均したショット数が120回~150回になります。
PROSiliconeS20シームレスシリコン 小形原型用 120回~125回
PROSiliconeS25シームレスシリコン 中型原型用 120回~150回
PROSiliconeS40/360高強度シリコン 大型原型用 100回~110回
yjからの説明をそのまま記載してしまいました。
堅牢な型製作のためにシリコンを真空脱泡し、型ができて型割してから24時間休ませシリコン系の離型剤を使用しての結果ですがウレタン樹脂の
ハイキャストキシレンタイプ、ウェーブ・レジンキャストEX(ノンキシレン)の二種類を使いどちらも結果20回程度で型の表面が硬く弾力がなくなり25回
ぐらいで張り付きが強くなり30回持たずに型が壊れました。型の劣化が予想外に早いのはロットによるものなのでしょうか?
2006/12/25
ウレタン樹脂(主にハイキャスト白かウェーブ・レジンキャストEx.アイボリーを使用)や離型剤の変更についてはコストが上がりすぎる等の理由で変更は
難しいと思います。(離型剤はフッ素機等にすると毒素が強いのとウレタン樹脂代と同じぐらい費用がかかります。)コストが上がった場合は繋がりのある
安い複製業者に頼んだほうがメリットが大きいです。
M8012で50ショット以上抜くのは原型が複雑でないこと、真空脱泡してゴム型から気泡を無くし耐久性を上げていること離型の時できるだけダボ等に負担の
かからない丁寧な型、原型を製作していること(原型のダボが深すぎたり周辺表面処理が荒いと食い付いたりちぎれやすくなります。)
離型剤を丁寧に塗っていることなのでそれほど複雑なものではありません。離型剤は型の劣化に合わせて塗りますがダボのみ毎回筆で塗ったりします。
ただダボが1-2個ちぎれることはよくあります。毎回50以上抜くのではなくまず20-30回抜き売れ具合によって追加で抜くという形になります。
製品については値段と性能のバランスがとれているのであれば購入の継続等検討したいと考えております。
1kgあたり3000円を大きく上回るものは購入が難しいです。コストが上がれば業者抜きに出したほうが手間もかかりません。
2007/1/23
ガレージキットに使われるシリコンではシラスコンブレンドが硬度34なのでそれに近い高度にブレンドして調整しました。
粘度が少し高く真空脱泡したあとに流してエアーブラシで丁寧に気泡をとってもダボなどにうまく流れず気泡が各所に出来ました。
冬場で気温が低いのでS25は特に粘度が高いと感じました。
以前S40単品の型でも感じたことですがブレンドして硬度が落ちた型も複製品に型ずれ(段差)がでます。15x15x4.5cm型で。
最初は離型剤を使わずとも型から油分が出てきて複製品の型離れが非常に良いです。
20回までは何のストレスも無くスムーズに離型出来ます
25回を超えたあたりから型の硬化と急激な劣化が見れれる気がします。
型の表面が硬くなり食いつき出します。
離型剤はペリコートGT1を使い最初10回までは型から大量の油分が出てくるので使用せず20回までは3回に一回、25回までは2回に一回、
それ以降は毎回のペースで離型剤を使用しています。
50分に一回のペースで一日10個も抜けば型が反ります。15x15x4.5cmの型で一日に15回は抜きたい私には困った問題です。
複製回数は30回前後が限界ではないかと思います。ストレス無しに使うのでは25回ぐらいだと思います。
今回は35回ぐらいで型の反りと変形、ちぎれが多く発生したので断念しました。
----------------------------------------------------------------------------
一般に、ウレタン樹脂のためのシリコーンゴムのショット数は約200回から約250回です。
ショット数はそれぞれの方法、および樹脂の異なった材料によって影響を及ぼされます。
(いくつかの樹脂が多くの熱を伴います。)
プロシリコンでは平均したショット数が120回~150回になります。
PROSiliconeS20シームレスシリコン 小形原型用 120回~125回
PROSiliconeS25シームレスシリコン 中型原型用 120回~150回
PROSiliconeS40/360高強度シリコン 大型原型用 100回~110回
-----------------------------------------------------------------------------
今回は以前頂いた指示通り購入後未開封で3ヶ月以内に使用とあったため購入後直ぐに使用しました。
型割をしてから24時間以上放置してから使いました。
今回も前回同様貴社のデーターを大幅に下回る結果にとても残念な思いです。
---------------------------------------------------------------------------------------------------------
貴社が耐溶剤性を強化したシリコンを今開発されているようですが現商品が耐溶剤性の性能が低かったと考えていいのでしょうか?
率直な感想は型の反り(変形)と耐溶剤性の低さが気になります。
複製回数を重ねることによってウレタンの溶剤により表面は固く弾力がなくなり伸びや、引張強さ、引裂強さは無くなりゴム型がちぎれ壊れます。
耐溶剤性が高くなることにより型の表面は弾力を保ち伸びや、引張強さ、引裂強さを少しでも長く維持することが出来
壊れにくい型になると思います。
以上
2007/1/23
1日12回ぐらいのペースで50分おきに複製して
次の日は型を休ませる感じで35回程複製しました。
型からオイルが滲み出てくるため最初の10回までは離型剤なしで
20回目までは5回に1回離型剤を吹き
20回目から4回に1回の割合、
30回目からは3回に1回離型剤を使いました。
30回目ぐらいで一度張り付きましたがその後も離型剤を使い複製できています。
以前のRTV-S40/360同様オイルブリードが強く感じました。
感想はRTV-S40/360に比べて大幅とはいえませんが耐溶剤性の向上を感じました。
ただすでに型のエッジ等がかなり硬くなっているので私の環境では
離型剤を丁寧に使っても45回ぐらいで型が壊れると予想します。
貴社の検証ではどのぐらいの回数の複製ができたでしょうか?
もう少し耐溶剤性が高ければうれしいです。
レジンの硬化熱による型の変形が少なくて型ずれが起きにくかったです。
以前のRTV-S40/360は型の変形が大きく20回目ぐらいから型がどんどん反りました。
35回抜いた今でも型の反り、変形はわずかです。
型のサイズは(105x95x50mm) (150x135x40mm) (直径250mmの遠心型)
硬化剤は色がついて撹拌具合がわかるので使いやすかったです。
値段は1kg3565円は高く思えますが5kgセットの15,151円は
値段と性能のバランスがとれていて気軽に買いやすいと思います。
他社シリコンに比べ比重が軽い分量が多くていいと思います。
付加型のHTV-E50も試しましたが一度に5グラムしかレジンを
使っていないので正確なデーターとはいえませんが
同じく35回ほど複製しましたが初回からレジンの張り付きが強かったです。
回数を重ねるにつて透明度が落ちて行きましたが
35回抜いた状態でもエッジも弾力があり型の表面がもちもちとしていて
耐溶剤性が高いと感じました。
この後両面型取りで大失敗します。
片面のみのテストで失敗しました。
HTVは食品にも使用できるので耐溶剤性が無理なのかもしれません。
耐溶剤を添加することが食品用なので出来ないのも知れません。
以上になりますが他のシリコンは次に使用した時に感想を書かせて頂きます。
送っていただいた硬化剤は次回使わせて頂きます。
お世話になっております、モニターの○○です。
HTV-E40 Translucentを使用したので感想を書かせて頂きます。
型 110x110x50mm
レジン ウレタン技研GKキャスト ノンキシレンタイプ120秒
粘土 フラワー粘土350
離型剤 RCベルグMR-101 毎回使用
注型 40分に1回の割合 1日11回を2日
自分はガレージキット1体の型を制作するのにパーツの数にもよりますが3-4個の型に分けて製作します。
いきなり3個の型を付加型シリコンで製作するのは不安があったために1型のみ付加型シリコンで製作しました。
フラワー粘土350に原型を埋めワセリンを塗りHTV-E40 Translucentを流します。
硬化阻害は一切なく縮合型同様スムーズに2面型ができました。
型は高度が高く密着感があり型ずれもなさそうでとても期待できます。
離型剤を毎回吹きレジンを流しましたがレジンが型に密着してなかなか取れません。
食品用途を考えてノンオイルブリードだと思います。
強引に外そうとすると細い湯口がボキボキ全て折れます。
6回目ぐらいから型に変化が現れ型が反り始めました。
これほど早く反りが出たのは初めてです。
付加型の耐熱温度、高強度、耐溶剤性を期待して使用したのですが残念な結果です。
最終的に型が反って変形した状態で強引に20程個抜きましたが
複製品に段差が少しできています。

このようになることからプラスチックウレタンの複製はHTVは断念しました。
2008/5/11RTV-M40
お世話になっております、モニターの○○です。
今PROSILICONE RTV-M40Mold Translucentを使って
4日前に製作した型を使い、今日からレジンキャストで複製をしていますが
オイルブリードが強く多量のオイルが型から染み出てきます。
これは離型性を高めるためにシリコンゴムを製造する過程で
離型用のオイルを混入させているのでしょうか?
オイルが多く滲み出ることについてについて
他のモニターの方の反応はどうでしょうか?
モニターの○です。
PROSILICONE RTV-M40Mold Translucentを使い
複製したので感想を書かせて頂きます。
複製回数は約30回で40-50分に一回のペースで注型し
1日あたり15回複製しました。
出来上がった型は硬度35でも不安のないちょうどいい
弾力と硬さで成形品の型ずれは少なかったです。
型の反りが少なく30回注型した現在でも型の変形は殆ど無く良いです。
耐溶剤性も良く型の劣化や硬化も少なく
後15回ぐらいは注型できそうな感じです。
現状では離型剤を使わずに30回ほど抜いても張り付きや
型が壊れた部分はありません。
オイルブリードにより離型がスムーズで一度も離型剤を使っていませんが
遠心型がオイルブリードが過剰で複製品の表面が凸凹になりました。
綿棒やティッシュでしっかり拭いても毎回過剰にオイルがにじみ出てきて
問題は解決されませんでした。
型はできてから直ぐに使用したのではなく
4日ほどたってから使いましたが
4日放置した型は注型する前にすでににオイルブリードが凄くて
型の表面、型の裏共にオイルでベトベトで棚板に油がしみ込むほどでした。
今回使ったRTV-M40Mold Translucentは
遠心の型から拭いても拭いてもオイルが過剰に出てきて
成形品に凹凸ができ残念ながらガレージキットとして
販売できないクオリティーになり1kg以上レジンを廃棄しました。
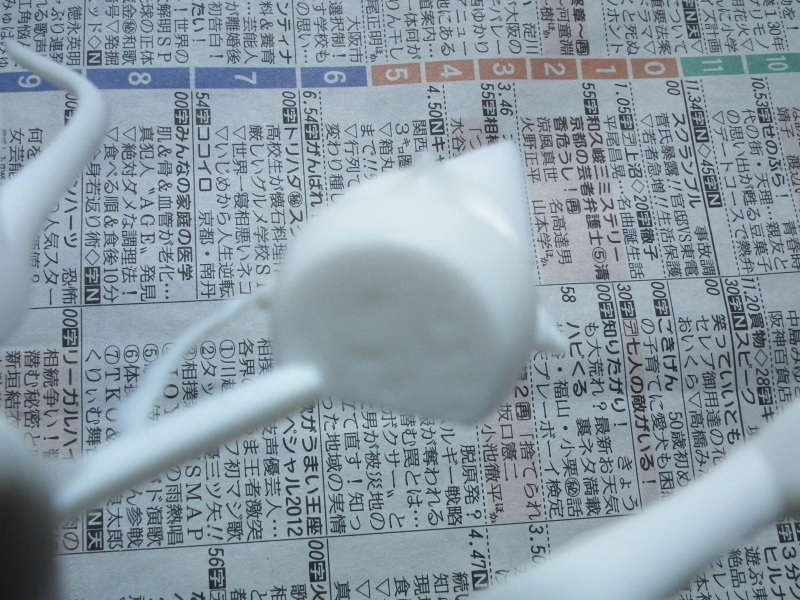
写真のパーツはオイルブリードで表面が荒れて凸凹になったものです。
最終的にベビーパウダーを型に多くかけ
それにオイルを吸い取らせる形で複製をし
オイルブリードを強制的に抑えました。
オイルブリードについては便利な半面
オイルが滲み出る量が多いと成形品に凹凸の問題です。
2009/2/21RTV-M40
私の場合遠心型でオイルブリードが多かったのでパーツに凹凸が出たのはパーツの内側でした。
予想ですが常圧や加圧や真空は若干の重力を覗いてほぼ均等に圧がかかるので遠心ほどの過度のオイルブリードは無いと思います。
あと遠心型の場合一つの型のシリコンの使用量が多いです。(自分の場合1.5-3kg)
昨日30個抜いたRTV-M40Mold Translucentの型での複製を再開しましたが遠心型のオイルブリードが強くてタルク、ベビーパウダー共に歯が立たず
成形品の内側が凹凸だらけになり油分を落とすため型を中性洗剤で洗浄しましたがその後も変わらず。試しにタルク、ベビーパウダーを使わずに
複製してみたところ蜂の巣のような表面の凹凸の成形品が出来ました。これ以上レジンを無駄にできないので複製を諦めました。
おそらく遠心力とレジンの硬化熱によってシリコンからオイルが大量にしみだしてくるのだと思います。
RTV-M40Mold Translucentは在庫が無くなり次第オイルブリード等の見直しなどのアップデートされる予定ですか?
RTV-M40Mold Translucentですが常圧注型や加圧等通常の使い方ではほとんど問題無いと思いますが遠心のみ注意がいると思います。
オイルタイプにシリコンはこのような遠心では使用不可能であるのでノンオイルタイプに変更しました。




2009/2RTV-M40
○様からモニター報告です。
-------------------------
一通りの型取り作業が終了したので報告させていただきます。
●ゴム型製作
シリコンはモニター商品のPROSILICONE RTV-M40Mold Translucentを使用いたしました
粘土埋めにはほいく粘土を使用し、原型・ゲートを含め60gのパーツを埋め流し込みを行い1kgの型を作りました。流し込む前
遠心脱泡(洗濯機の脱水層を利用)したものと、常圧流し込を試したところ遠心をかけたものは大きな気泡はほとんどない状態
でしたが、硬化後原型周りに小さな気泡が残っていました。常圧のものは成型品に支障のない型面となりました。遠心をかけた
あとは常圧よりもしっかりと振動を与えてやれば解消されるでしょう。
硬化についてですが、他のシリコンと同様、室温25℃以上の温度が高い場合に硬化が早まるので常圧の場合型自体の気泡が
取りきれない事がありました。 ですのでやはり説明書記載の減らし流しましたが問題なく硬化しました。
オイルブリードですが、気温によっては型製作1日経ったあたりからオイルが染み出してきています。
保管する場合はコピー用紙などではさんでおります。
●無発泡ウレタン樹脂注型
今回はwaveノンキシレジンキャスト ホワイト・RCベルグ ファインキャスト ホワイト(キシレンタイプ)を試しました。
真空脱泡は無し、加圧脱泡・常圧で試しました。注型するたびにタルクを塗布し 2つの同じ型で10分間の加圧を
掛けて注型を20ショット、常圧を20ショット行いましたところ、いずれのキャストでもパーツの離れがよく表面も荒れておりませんでした。
また、クレオスキャストトナーを使用し染色したキャストの流し込みを行いましたが加圧の場合も問題なく成型されておりました。
加圧した成型品におきましては、少し変形しておりましたが(小さなダボが合わない)キャストの性能か
または型が冷えていたかだと思われます。
加圧常圧どちらも安定したクオリティで成型できることを確認しました。
●他社製品との比較
安価シリコンで私がよく利用するものワッカー RTV2-M8012ですが15ショットもすると離型剤にもよりますが
劣化しキャストとくっつきやすくなり脱型の際破壊することがありましたが、
今回のPROSILICONE RTV-M40Mold Translucent
ではシリコンとキャストの離れがよく表面も荒れていない為、可能ショット数も増えると思います。
私見で同等性能と思われる造形村透明シリコンと比べると硬化時間も早く好感が持てるのですが、半透明ということで
他の方もおっしゃっている通りモールドカッティングには向きません。
私の感想といたしましては、同価格帯のシリコンよりも高性能でデメリットも少ないショット数も多いのでずっと使っていきたい商品
です。 安定的に供給され、この価格で入手性が良い状態が続くとうれしく思
います。
この頃はオイルタイプになっていましたがすぐにノンオイルタイプに変更しました。
2012/1/23
お世話になっております、モニターの○です。
RTV S40/360の使用感を書かせて頂きます。
■使用シリコン S40/360
■離型剤 RCベルグ MR-01
■複製方法 真空脱泡注型
■複製回数 初日約20回 、2回目10個 、3回目約20個
■複製個数 約50個以上 ミスパーツによっては55個以上
■複製日数 50日ぐらいの間に3日(3回)
■30分に一回のペースで注型
型の製作のため真空脱泡後に常温で片面24時間、もう片面に48時間、他の作業があり
脱型後5日ほどたってから複製開始しました。
ノンオイルブリードですが複製開始時には型の表面、裏表にびっしりオイルが滲んでました。
型の表面を綿棒で拭き複製を開始したところ過剰にオイルがにじみ出て成形品に跡が残りました。
複製2回目では型の表面のオイルが乾いていたので固着を防ぐため離型剤を吹き
複製したところまたオイルブリードが復活してその後離型剤無しで複製しました。
複製3回目、同じく型の表面が乾いているため離型剤を1度吹きました。
40回までは離型剤なしで複製しました。
40回を過ぎてオイルブリードが弱まったのと若干の型の表面の荒れを感じたので
そこから離型剤を3回に一回のペースで吹きました。
50回以上複製しましたが型の反り変形はRTV S40/360Tより少なく感じました。
成形品に大きな段差はできていません。
今まで使わせていただいたシリコンでは安定していて一番いいと感じました。
S40/360 Translucentでは30回を超えると少しエッジが硬くなってきますが
40回ぐらいまで気になりませんでした。
通常であればダボがまっさきに食いつきちぎれてレジンに持っていかれるのですが
ダボの形状にもよりますが50回でもちぎれておらず丸ダボは表面が弾力があります。
エッジのある角ダボは硬くなっています。
型の表面にも細かいひびや割れは入っていません。
あと5~10回ぐらいは複製できそうな気がします。
今の品質、価格を今後も継続していただければ
コストパフォーマンスが最高だと思います。
安定しているので物性の変更も必要ないと思います。
希望としては耐溶剤性の向上のみです。
硬度も柔らかすぎず程よくもっちりしていて板のバックアップが馴染みやすいです。
硬度が硬すぎると板のバックアップが馴染みにくくバリが多くなる気がします。
以前段差ができ失敗した型のノンオイルシリコンですが
試しに3回ほど抜いてみましたが離型剤を吹いても型表面に吸い込まれ
型の劣化関係なしに2-3回に一回のペースで多めに離型剤を吹かないと
細かいパーツが脱型の際壊れやすいと感じました。
オイルブリードシリコンとノンオイルブリードシリコンのどちらがいいかわかりませんが
自分の使いかたではS40/360のオイルブリードシリコンがあっていると思いました。
オイルブリードシリコンですが型を休ませている間に表面にオイルが回ってくる感じがします。
型ができ1日休ませ次第複製をすぐ開始、数日のうちに型が壊れるまで
複製したほうが過剰なオイルがでないので綺麗な成形品ができる気がします。
じっくり数日間休ませたほうが表面にオイルが回ってくるので離型性や
型の寿命が伸びる気がします。
前回M40Mold Translucent Ⅱ ノンオイルブリードで製作した2種類の型が
大きな段差ができ失敗だったので作りなおそうと考えています。
もし可能であればS40/360 を10kgお分けいただければ幸いです。
後新製品ですが4月下旬の新製品RTV-M4の2種を
6kgずつお分けいただければ幸いです。
物性の変更とはどのような感じでしょうか?
時間はかかるかもしれませんが限界まで複製できるかはわかりませんが
ある程度複製して結果はご報告できると思います。
段差や型の変形が出た場合は無理になるかもしれません。
写真は40個複製したものです。残りの10個は他所にあります。
数個waveノンキシアイボリーを使っています。
以上になります。